OIL COUNTRY TUBULAR GOODS
Oil Country Tubular Goods (OCTG) are used in oil and gas production. As a rule, these include drill pipe, casing and tubing that are used both onshore and offshore.
Producers of heavy wall OCTG tube must meet the demands of individual client specifications, as well as API 5L & 5CT, ISO, EN and other standards.
The oil and gas industry is requiring that tubes used for any critical applications be tested to increased quality level. In addition API requires a test plan and supporting data to verify that the tube-testing plan is effective in the testing task.
MAC does perform NDT system acceptance testing and this type of testing is normally tailored to show that the test system as configured and delivered is up to the task of testing to the 5% and 10% test level required by API. Repeatability data is also provided.
- Common types of oil and gas goods include: Casing, Line Pipe, Coupling Stock, Drill Pipe, Sucker Rods, Umbilical Coils (small diameter, long length), and other types of tubes.
- Common applications for these goods include: Offshore Wells, oil and gas transmission line pipe and API grades for other wells.
- Production methods include Seamless and Electric Welded.

- Casing, line pipe, drill pipe, and other types of oil and gas tubes are best inspected using Flux Leakage and Ultrasonic multi test systems. Sucker rods and umbilicals are best inspected using Eddy Current and Ultrasonic multi test systems.
- MAC®’s global network of industry experts, highly trained engineers and seasoned Field Representatives can help you find the right OCTG testing solution.

Rotoflux® flux leakage rotary probe assembly detects longitudinal defects in OCTG product. Transverse Rotoflux probes test for transverse defects. Probes are adjustable for size changes.
MAC Solutions:
- The combination of Ultrasonic and Eddy Current NDT systems can detect incomplete and mismatched welds, pinholes, leakers, and weepers in small diameter, long length umbilical coils.
- For sucker rods, which are hot rolled, cut length carbon or alloy steel, complete automated systems including encircling and spinning probe Eddy Current for surface and near surface defects are recommended.
- Ultrasonic rotary testing for surface, internal and subsurface defects is also available.
- MFL Rotoflux® Flux Leakage and Echomac® Ultrasonic inspection systems are best suited for inspecting heavy wall pipe for wall thickness variations, laminations, longitudinal, transverse, ID/OD, oblique and internal defects.
- These rotary systems are designed to inspect pipe up to 500mm in diameter.
- Eddy Current systems such as the Multimac® and the Minimac® 50 and 55 are also available for thinner wall pipe.
Ultrasonic Test Method
- Full Body UT can be applied to test to Shear – Longitudinal, Transverse and Oblique notches.
- Full Body UT can also do 100% wall thickness and Lamination. This can be 100% or 25% volumetric testing.
- Both methods can be configured in a common test bench. Test bench can be V roll or constant center triple guide roll type pinch stands. Tube sizes up to 500mm can be tested with rotary UT method.
- Ultrasonic method can also be applied by use of Helical Spin the tube, Weld-Line testing device or Overhead Gantry method.
- Ultrasonic method can also be conventional probe or Transducer Array or Phased Array method.
MFL Test Method
This is both Transverse and Longitudinal direction.
- MAC makes both Longitudinal and Transverse Magnetic Flux leakage test units.
- Tube sizes up to 500mm can be tested.
- MAC can supply upgrade electronics for older fixed test head transverse units.
ECHOMAC® FD6
For Flaw Detection, Thickness & Dimensional
Measurement in Tube & Bar.

- Versatile Ultrasonic tester with superior performance and versatile, intuitive operation.
- For full inspection of tubes, pipes and bars, plate and weld.
- Operate on or off line.
- Upgrade and/or replace older ultrasonic testers.
- Use with rotary, spin-the-tube, squirter and bubbler installations.
ROTOFLUX®
The Best Technology to Detect ID/OD Defects in Heavy Wall Magnetic Tubular Products

Closeup of Transverse Rotoflux® Rotary which detects transverse defects in heavy wall 500mm OCTG pipe.
- Detect longitudinal and transverse defects in heavy wall carbon steel to comply with required standards for OCTG pipe.
- Offers 24 separate channels for longitudinal (LRFX) and 48 channels for transverse (TRFX) defect detection.
- Using both rotary types together ensures detection of longitudinally or transversely oriented discontinuities such as seams, cracks, holes, pits, scabs, slivers, laps, roll-ins, and weldline defects.
- Differentiates between OD and ID defects.
MULTIMAC®
Eddy Current Instrument for Testing Tube, Bar, & Wire.

- Operates with encircling, sector, or rotary test sensors.
- Up to eight test channels, null or absolute, can be used in any combination.
- Detect short surface and some subsurface defects in tube, bar, and wire.
- Inspect welded tube for short ID or OD defects in the weld zone.
ULTRASONIC TECHNOLOGY IN NDT
High-speed Ultrasonic (UT) Systems enable a full volumetric examination of materials and are designed to detect surface, subsurface, internal and dimensional flaws.
This type of testing utilizes high-frequency sound waves that are transmitted throughout the material being tested in order to conduct a thorough inspection.
- Ultrasonic inspection can be used to detect surface flaws, such as cracks, seams, and internal flaws such as voids or inclusions of foreign material. It’s also used to measure wall thickness in tubes and diameters of bars.
- An ultrasonic wave is a mechanical vibration or pressure wave similar to audible sound, but with a much higher vibration frequency. For NDT purposes, the range is usually from 1MHz to 30MHz or higher.
- Depending on the test requirements, these waves can be highly directional and focused on a small spot or thin line, or limited to a very short duration.
- Two methods of UT are used for flaw detection – Shear and Compression Wave.

Multi Test system for cold drawn, welded automotive tube, includes Echomac® UT Rotary for wall thickness, transverse and longitudinal defects, and MultiMac® Eddy Current Encircling coil test for short defects
MAGNETIC FLUX LEAKAGE TECHNOLOGY IN NDT
Magnetic Flux Leakage (MFL) nondestructive test systems accurately detect defects in heavy-wall magnetic tubing, including oil country tubular goods (OCTG).
These electromagnetic test methods are also used to inspect high-permeability ferromagnetic metals such as carbon steel bar, plate, wire rope and parts. The method can also be used to detect ferritic inclusions in non-ferritic material.
- For typical OCTG and other heavy wall tube tests, Flux Leakage technology detects longitudinal and transverse defects as small as 5% on OD and ID, as well as defects within the wall, depending upon material type and condition.
- MFL inspection uses a DC magnetizing field to create enough flux density to bring the material to near-saturation. A transverse magnetizing field is used to detect longitudinally oriented defects, while a longitudinal field is used to find transverse defects.
- Surface or internal conditions such as cracks, pits, seams and other defects interrupt the flux field and “leak” beyond the product surface.
- This leakage flux is detected by flux sensor probes with MAC configured rotary inspection devices which can wirelessly transmit this data to the instrumentation for processing and analysis.
Transverse Rotoflux® Rotary, at left, and Longitudinal Rotoflux® at right testing OCTG pipe for transverse and longitudinal defects.
EDDY CURRENT TECHNOLOGY IN NDT
MAC’s® Eddy Current Testing (ECT) systems incorporate computer-based test instruments and test coils that use two ECT coil technologies: encircling and sector coils, and spinning or rotary probe coils.
- Encircling and sector Eddy Current coil tests perform in this manner:
- The product is passed through or adjacent to an electrical test coil, which
has been excited by an alternating current. - This induces a flow of eddy currents around the test material or in the
case of a sector coil, in the area under the coil. - Short, intermittent anomalies or flaws cause a variation in the eddy
current pattern, which the instrument detects.
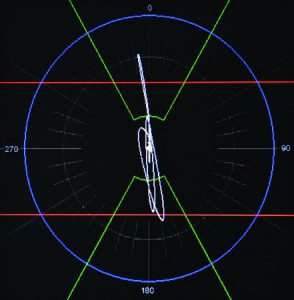
Eddy Current Screen Polar view of thresholds with a test signal for a drilled hole in a tube.
