MAGNETIC FLUX LEAKAGE IN NDT TECHNOLOGY
Magnetic Flux Leakage (MFL) nondestructive test systems accurately detect defects in heavy-wall ferromagnetic tubing, including oil country tubular goods (OCTG).
These electromagnetic test methods are also used to inspect high-permeability ferromagnetic metals such as carbon steel bar, plate, wire rope and parts. The method can also be used to detect ferritic inclusions in non-ferritic material.
- For typical OCTG and other heavy wall tube tests, Flux Leakage technology detects longitudinal and transverse defects as small as 5% on OD and ID, as well as defects within the wall, depending upon material type and condition.
- MFL inspection uses a DC magnetizing field to create enough flux density to bring the material to near-saturation. A transverse magnetizing field is used to detect longitudinally oriented defects, while a longitudinal field is used to find transverse defects.
- Surface or internal conditions such as cracks, pits, seams and other defects interrupt the flux field and “leak” beyond the product surface.
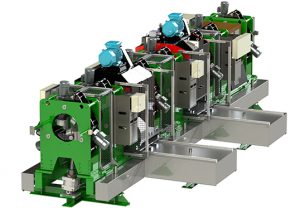
Transverse & Longitudinal Rotoflux® 500mm Multi-Channel System
- This leakage flux is detected by flux sensor probes with MAC configured rotary inspection devices which can wirelessly transmit this data to the instrumentation for processing and analysis.
- The amplitude and frequency of the voltage generated by the flux sensor in response to a discontinuity is generally indicative of the severity and location of that discontinuity.
- Combining MFL inspection with Ultrasonic (UT) testing fulfills certain API standards for OCTG pipe that require a second method, at the discretion of the pipe producer, when using UT as the first method.
Applications:
- MFL test methods are used for the detection of outer surface, inner surface and subsurface discontinuities in magnetic steel tubular products of uniform cross section, such as seamless and welded tubing.
- Flux leakage technology can also be used for inspecting ferrous parts, and products such as wire rope, sucker rods and coupling stock.
- When properly applied, MFL can detect the presence and location of significant longitudinally or transversely oriented discontinuities such as pits, scabs, slivers, gouges, roll-ins, laps, seams, cracks, holes and improper welds.
MAC Solutions:
- Rotoflux® features 24 separate channels for longitudinal and 48 channels for transverse defect detection.
- LRFX rotaries use transverse magnetism to find longitudinal conditions such as seams, laps and weld line defects.
- TRFX rotaries use longitudinal magnetization and provide 100% surface coverage to detect transverse defects.
- Wireless data transfer improves signal to noise performance.
- Multiple probes are used to increase the speed of test and throughput speed of the test material, while maintaining 100% coverage.
- Retractable probe assemblies handle upset & irregular ends.
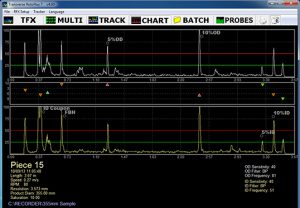
14″ Pipe Recording, Transverse Defect Detection
